 |
<<<<<
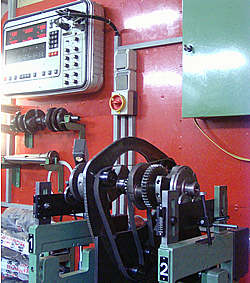
Zuerst wird die Kurbelwelle feinstgewuchtet. Dies geschieht auf einer elektronischen Wuchtmaschine des Herstellers Schenk. Bei Bedarf wird die Welle vorher erleichtert.
|
>>>>>
Anschließend werden auf einer Präzisionswaage die Pleuel gewogen und gewuchtet. Dabei wird der oszillierende und der rotierende Teil aller Pleuel auf das gleiche Gewicht gebracht. Selbiges geschieht mit den Kolben.
|
 |
 |
<<<<<
Im nächsten Arbeitsgang werden die Zylinder bearbeitet. Zuerst werden sie einmal vermessen.
|
>>>>>
Wenn der Hubraum vergrößert werden soll, werden die Zylinder aufgebohrt.
|
 |
|


|
<<<<<
Anschließend werden die Zylinder gehont, um das Kolbenspiel und die Passung der Kolbenringe zu gewährleisten.
<<<<<
Nötigenfalls wird er auf der Flächenschleifmaschine nachgearbeitet.
|
>>>>>
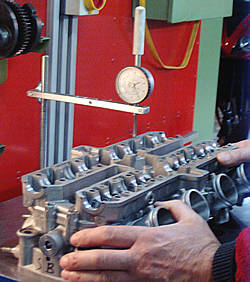
Nachdem der Unterbau des Motors jetzt instandgesetzt worden ist, widmen wir uns dem Zylinderkopf. Als erstes wird überprüft, ob der Kopf plan ist.
|
|
 |
>>>>>
Die Ventilsitze werden auf dem Dreiachsen-Fräsautomaten überholt. Dabei wird das Maß für jede Achse getrennt exakt vorgeben.

<<<<<
Sollten bis hier noch irgendwelche Teile überdreht werden müssen, steht uns eine Drehbank zur Verfügung.
|
 |
|
>>>>>
Die "Optimierung" der Nockenwellen, sowie das Einstellen der Steuerzeiten (wie machen die das nur??) soll hier nur erwähnt werden. Wir wollen ja nicht unser ganzes "Know-how" an dieser Stelle veröffentlichen.
|
 |
|
 Kommandozentrale des Leistungsprüfstands Kommandozentrale des Leistungsprüfstands
|
Nach dem Zusammenbau des Motors erfolgt die Leistungsüberprüfung auf unserem Leistungsprüfstand.

Das Ergebnis unserer Arbeit kann dann an den optimalen Leistungskurven abgelesen werden.
|
 |
